How WestRock discovered a shrink-wrapping solution that always stands the heat
Our client is a globally renowned frozen food producer with a reputation for quality, sustainability, and all-round excellence. They manufacture an extensive range of food products in a wide variety of packaging shapes and sizes, so the shrink-wrapping machinery they use has to be reliable, versatile, and high performing. It should also be compact enough for minimal factory floor space occupancy while offering energy and material usage efficiency. As their existing collating shrink-wrapping machine aged out of it’s useful life, they knew they could trust WestRock to help them solve the wear and tear issues they were facing.

The Challenge
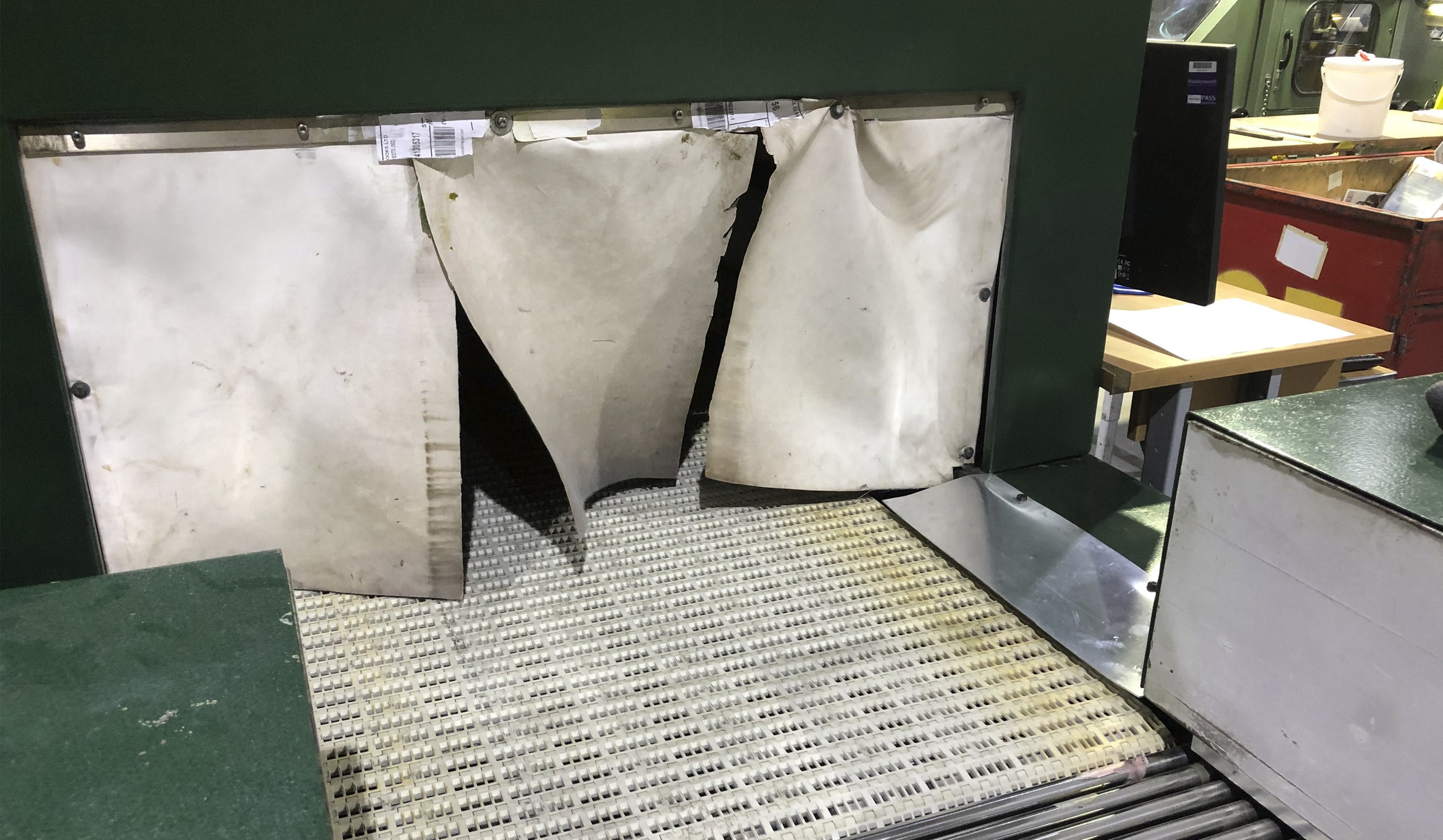
Our existing WestRock collating shrink-wrapping machines currently have a shrink tunnel fitted with a PTFE conveyor belt. Because different products and materials require exposure to different variations of heat, the conveyor belt is continuously subjected to a wide range of punishing temperatures.
The standard PTFE conveyor belt we use provides exceptional performance while withstanding extremely low and extremely high temperatures. A well-known wear and tear issue affecting all types of machines with heat tunnels is impact damage caused by tracking issues. Historically the only solution has been to replace the damaged conveyor with another belt, but the replacement can be expensive as is the loss of productivity while the machine is down for repairs.
When our client faced this problem, they asked us to find a solution: instead of buying expensive belt replacements and enduring costly downtime, was there an alternative to the PTFE conveyor belt that could be easily retrofitted to the existing shrink tunnel?
Our Solution
After thoroughly researching all the available possibilities and talking to our suppliers, we were excited to discover a new conveyor belt material that was fresh on the market. The material is called PPS (Polyphenylene Sulfide), and it can tolerate outstandingly high continuous-use temperatures while retaining excellent tensile strength. Before PPS, the best high-temperature modular conveyor belt was only rated at 154 degrees Celsius constant exposure. PPS is rated constant up to 240 degrees Celsius with a flashpoint above 400 degrees Celsius. It is also extremely high impact, with exceptional elongation and flexibility, and resistant to chemicals, ageing, and abrasion.
Because the new PPS belt is a modular-type segmented belt which works in precisely the same way as all other modular conveyor belts (i.e. it has the same modular construction and sprocket drive, except the PPS has stainless steel joining pins), we were already confident it would work perfectly on our client’s machine. However, before arranging installation, we laid out the new belt and associated components on a digital twin to be certain they would fit and function correctly. When the digital twin confirmed they did, we converted and installed the new PPS conveyor belt onto the client’s existing shrink tunnel.
The Result:
Our client is extremely satisfied with their innovative PPS upgrade and their shrink-wrapping production line has continued without a glitch since it was installed.
We’re especially pleased because solving their challenge led us to a solution that all companies using heat tunnels should be aware of because the issues our client faced are common to many other machines. As a result, after realising the enormous benefits of this solution, we currently have exclusive rights to offer the PPS conveyor belt in the UK.
You can find out more about WestRock’s extensive range of compact shrink-wrapping machines here: https://www.linkxpackaging.com/shrink-wrappers/.
If you would like to upgrade your shrink-wrapping machine or have a shrink-wrapping or automated packaging problem that requires an innovative, cost-effective solution, our expert team are always here to help. Call us on +44(0)1493 257070, email or visit www.westrock.com/automation-uk.


